")
")
Structural bonding in car body construction
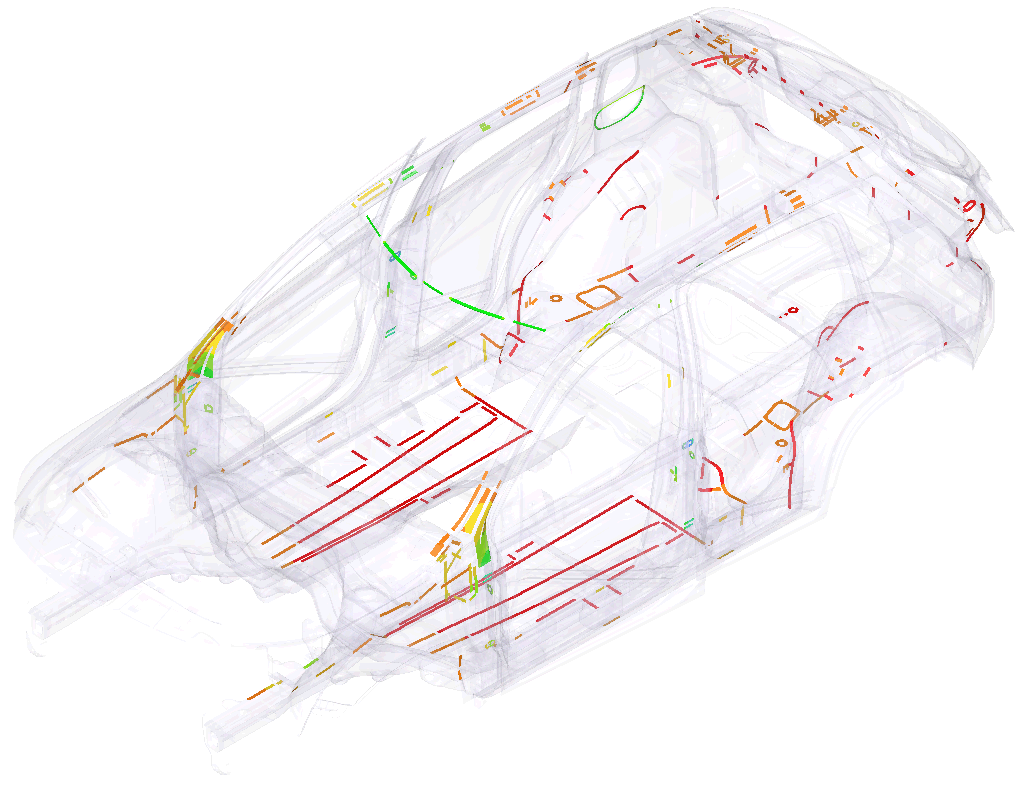
15 to 18 kilogram of adhesives are used in modern car bodies. Experience has shown that using adhesives in addition to welding leads to significantly better performance in crash tests. Adhesive use has the potential of reducing car body weight while maintaining good crash safety. Another great advantage of adhesive technology is that it is less intrusive for the joined body parts. This means that adhesive connections lend themselves perfectly for customer-visible outer body parts such as doors, roof or the engine hood. Furthermore, adhesive seams are used as moisture seals in gaps as a typical corrosion protection strategy. Considering that modern car bodies are assembled using a mixture of materials, classical joining technology will no longer work and adhesive bonding gains even more importance.
Since the late 1990s, 1K adhesive systems based on epoxy resin have become standard in car body construction. These adhesives rapidly cure at temperatures above 150 °C. During the construction process heat is applied in special stages to cure the applied coating and adhesive material. For example, after the electrocoating paint bath the wet car bodies are run through a long hot-air paint drying oven and heated to temperature levels around 200 °C. The drying oven process can last approximately one hour. During the heatup the 1K adhesives change chemically and reach their final desired mechanical stability. To maximize the rigidity, structural adhesive material requires high values for Young's modulus and preferably thin layers.
Challenges in designing paint drying ovens

Modern mixed design car bodies, e.g. combining aluminium, steel or carbon-fibre reinforced materials, are the current major challenge of car body construction. Using mixed materials several major OEMs have recently managed to reduce car body weight by up to 100 kg from one model generation to the next. However, mixing different materials implies mixing different thermal expansion coefficients. This leads to issues during the heatup and subsequent cooldown in the paint drying oven as thermal stresses cause deformation and unappealing dents on outer surfaces. In the worst case the stress causes failure of adhesive lines.
Simulations are used to predict the car body temperature distribution, adhesive curing and resulting deformations during the paint drying process. A paint process engineer can evaluate the results and choose proper adhesive materials or undertake possible pre-treatment process changes. The design goal is to minimize permanent deformation while guaranteeing complete adhesive curing and paint drying.
THESEUS‑FE UMAT for Abaqus and coupled thermo-mechanical simulations
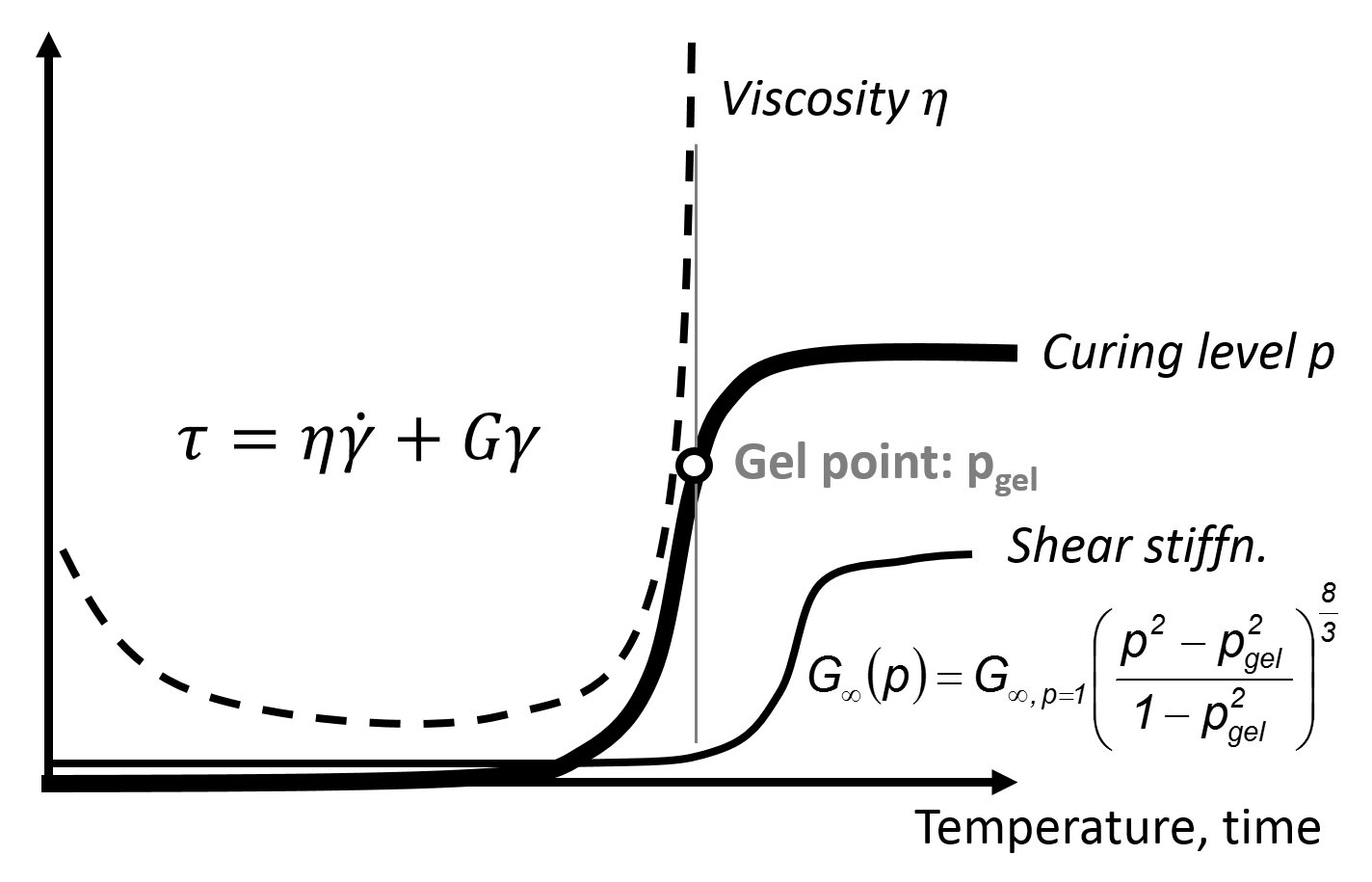
The prediction of car body temperatures during the passage through a paint drying oven is the task of the THESEUS‑FE Oven module. For the mechanical simulation we rely on the mechanical solver Abaqus from Dassault Systèmes to solve for deformations and stresses. The highly complex behaviour of adhesive materials can not be fully analyzed with Abaqus built-in material models. For that reason we have developed a material user subroutine (UMAT) for Abaqus in close cooperation with our industry partners. This user material employs sophisticated state-of-the art model equations for treating polymer materials. Using the temperature at each location on the car body the local curing level and viscoelastic properties of the adhesive material are determined. As long as the polymer is not cured, plastic deformations accumulate and are stored in the material model.
Measuring material parameters for adhesive materials
Adhesive materials used in car manufacturing are typically polymeric materials with highly complex thermo-mechanical properties.
To properly simulate their behaviour when they are used for car body bonding, several material properties have to be determine to adequately characterize them with mathematical models.
Material properties that are needed include:
- parameters for a chemical reaction model to predict the curing levels for any temperature
- glass transition temperature depending on the curing level
- gel point
- thermal expansion coefficients
- curing shrinkage coefficients
- Prony coefficients and temperature shift function
Instruments that are typically used for determining the necessary material parameters are
- DMA (dynamic mechanical analysis)
- DSC (differential scanning calorimetry)
- Rheometer
- Dilatometer
Some of these instruments can be used interchangeably for determining certain material properties. With our in-house laboratory we also provide measuring and characterizing polymers as an engineering service. For more information about our measuring services simply contact us.
Related publications available as free download

Adhesive Simulation and Measurements
[english, 2.2 MB]
S. Paulke
P+Z Engineering
January 15, 2019